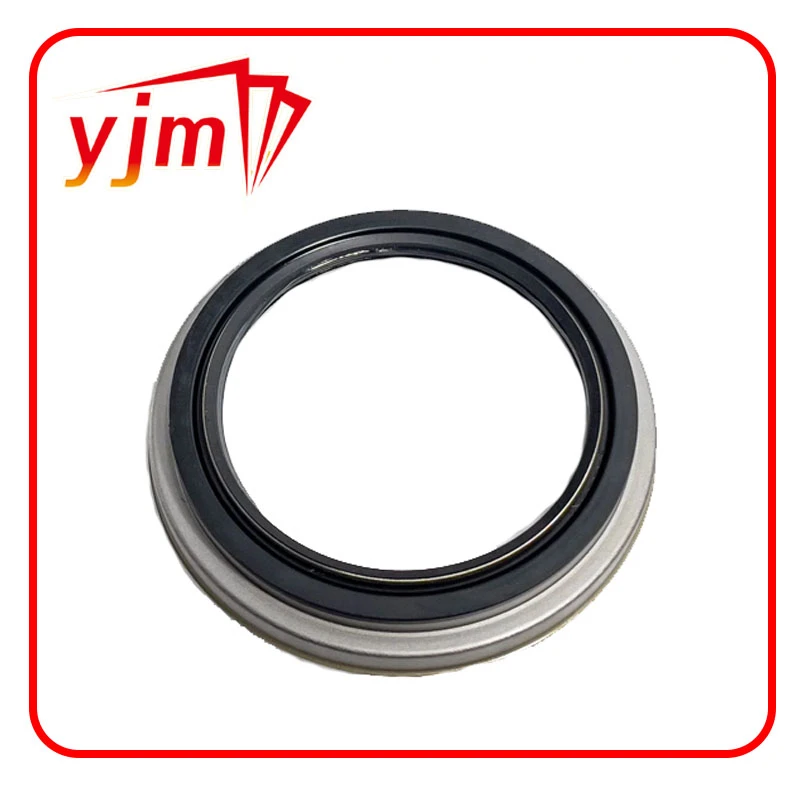
oil seal 50 * 72 * 10
Understanding Oil Seals A Focus on the 50 x 72 x 10 Size
Oil seals, also known as shaft seals or rotary seals, play a crucial role in various machinery and equipment by preventing the leakage of lubricants and the ingress of contaminants. Among the myriad of oil seals used in industrial applications, the 50 x 72 x 10 size has gained some prominence due to its versatility and effectiveness.
What is an Oil Seal?
An oil seal is a mechanical device that provides a barrier to contain fluids, such as lubricating oil or hydraulic fluid, within a system. It serves to maintain the integrity of machines and engines by preventing leakage, which can lead to component failure or environmental hazards. Oil seals are typically mounted on rotating shafts and are composed of various materials, including rubber and elastomers, which provide flexibility and resilience.
Dimensions Explained
The designation 50 x 72 x 10 refers to the dimensions of the oil seal
. Specifically, it denotes the following- 50 mm The inner diameter (ID) of the seal, which fits snugly around a shaft. - 72 mm The outer diameter (OD) of the seal, which contacts the housing or bore where it is installed. - 10 mm The thickness of the seal, indicating how much material is present to create a sealing effect.
These dimensions are critical for ensuring that the seal fits properly within the design specifications of the equipment, allowing it to perform its sealing function effectively.
Applications of 50 x 72 x 10 Oil Seals
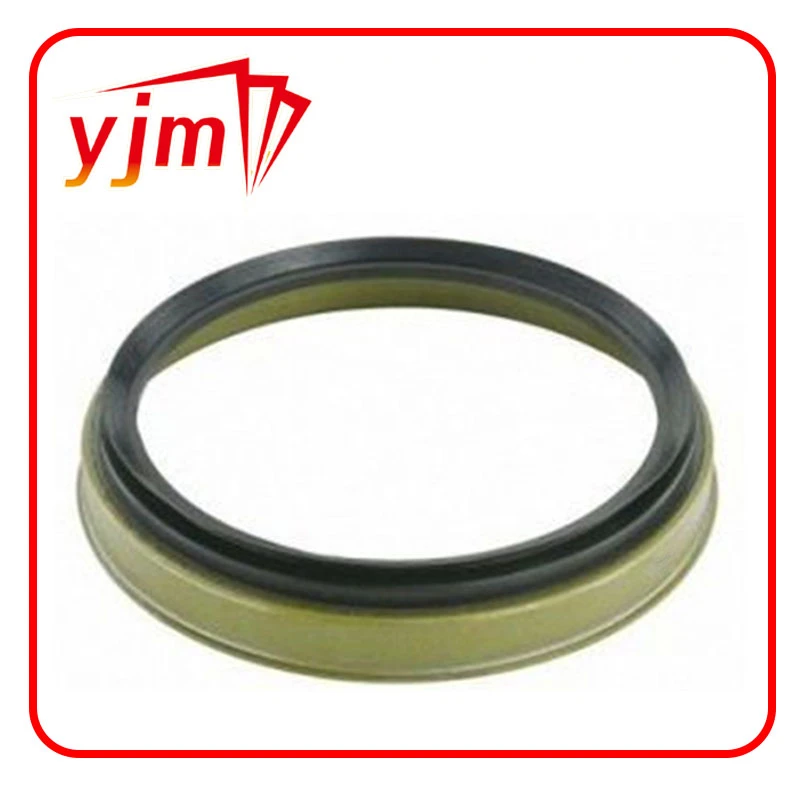
oil seal 50 * 72 * 10

The 50 x 72 x 10 oil seal is commonly found in various applications, ranging from automotive engines to industrial machinery. Its adaptability makes it suitable for both high and low-speed applications, and it is often used in
- Automobiles Protecting engine components by preventing oil leaks and keeping contaminants out. - Pumps and Compressors Ensuring that lubricants remain within the system while maintaining performance efficiency. - Agricultural Equipment Protecting vital components from the harsh conditions typically found in agricultural environments.
Benefits of Using Quality Oil Seals
Investing in high-quality oil seals, such as the 50 x 72 x 10 variant, can lead to significant advantages, including
1. Reduced Leakage A well-designed oil seal provides a tight fit, reducing the potential for leaks that can lead to fluid loss and equipment failure. 2. Extended Equipment Lifespan By preventing contaminants from entering the system and keeping lubricants contained, oil seals help to prolong the life of machinery and components.
3. Cost Efficiency While high-quality seals may have a higher upfront cost, the long-term savings related to reduced maintenance and downtime often outweigh this initial investment.
Conclusion
In essence, the 50 x 72 x 10 oil seal is a vital component that ensures the efficient operation of various machinery and engines. By preventing leaks and keeping contaminants at bay, it plays a crucial role in maintaining optimal performance and extending equipment lifespan. Whether in automotive applications, industrial usage, or agricultural settings, understanding and selecting the right oil seal can lead to enhanced productivity and reliability in any mechanical system. As technologies continue to evolve, so too will the designs and materials used in oil seals, further improving their effectiveness and application across diverse industries.
-
The Ultimate Guide to Building a Car Repair Kit Every Driver Should Own
News May.09,2025
-
The Essential Guide to Oil Filter Gaskets and Housings in Engine Maintenance
News May.09,2025
-
The Complete Guide to Oil Pan Gaskets for Honda B-Series and Automatic Transmissions
News May.09,2025
-
How to Identify and Repair Oil Housing Gasket and Seal Leaks
News May.09,2025
-
Everything You Need to Know About Oil Pan Gaskets and Replacements
News May.09,2025
-
Everything You Need to Know About Changing Oil Filter and Adapter Gaskets
News May.09,2025
-
Understanding Marine Bearings: The Key to Smooth Sailing and Safe Trailering
News May.08,2025
Products categories
-

Brass cutlass marine bearing
-
Genuine OEM Engine Oil Filter Housing Cover O-Ring For VW/Audi 06E115446
-

Oil Filter Stand Gasket,Oil filter cover seal
-

Oil Cooler Gasket, Oil Cooler to Oil Filter Housing 11427525335
-
11427508970 BMW - OIL FILTER HOUSING GASKETS
-

SEAL, OIL Genuine Toyota (9031170011)
-

Transfer Case Output Shaft Seal Part 9031223001
-
SEAL, OIL Genuine Toyota (9031672001)
-

Engine Crankshaft Oil Seal No.9031138096
-

Toyota Transfer Case Output Shaft Seal Front 9031136006
-
Seal, type v oil 9031287001 TOYOTA
-
Oil pump seal 9031143010
-

Genuine Toyota Oil SEAL 90311-54006
-

Toyota SEAL TYPE T OIL 90311-48031
-

Type T Oil Seal, Front Drive Shaft, Left 9031150064
-

Seal, type d oil 9031634001 TOYOTA