High-Quality Silicone Oil Seals for Durable Sealing Solutions
The Importance of Silicone Oil Seals
Silicone oil seals are crucial components in various industries, thanks to their remarkable properties and versatility. They play a vital role in ensuring the reliability and efficiency of machinery and equipment. This article explores the significance, benefits, and applications of silicone oil seals.
What Are Silicone Oil Seals?
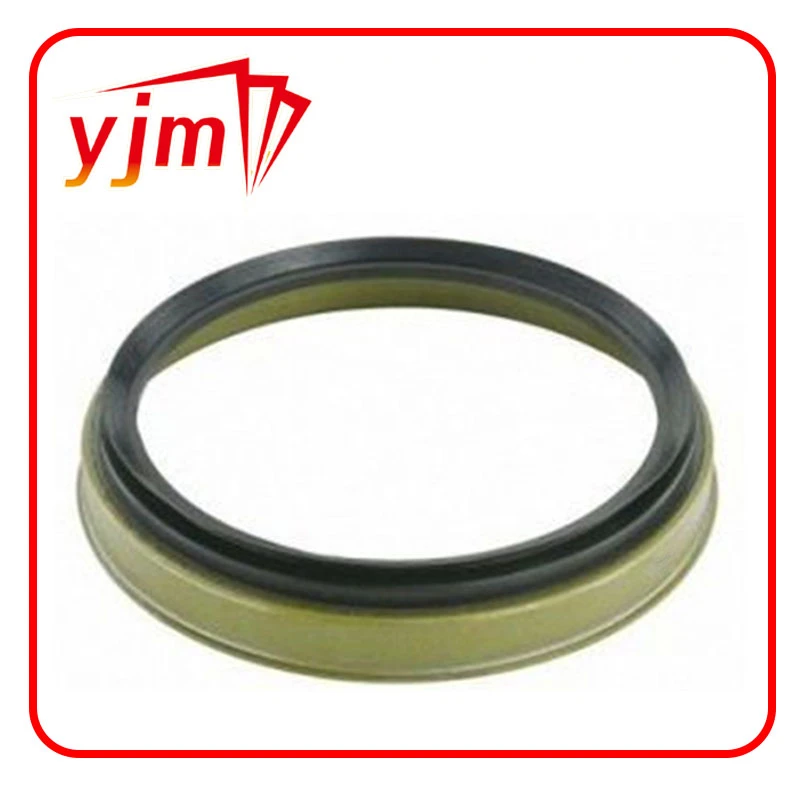
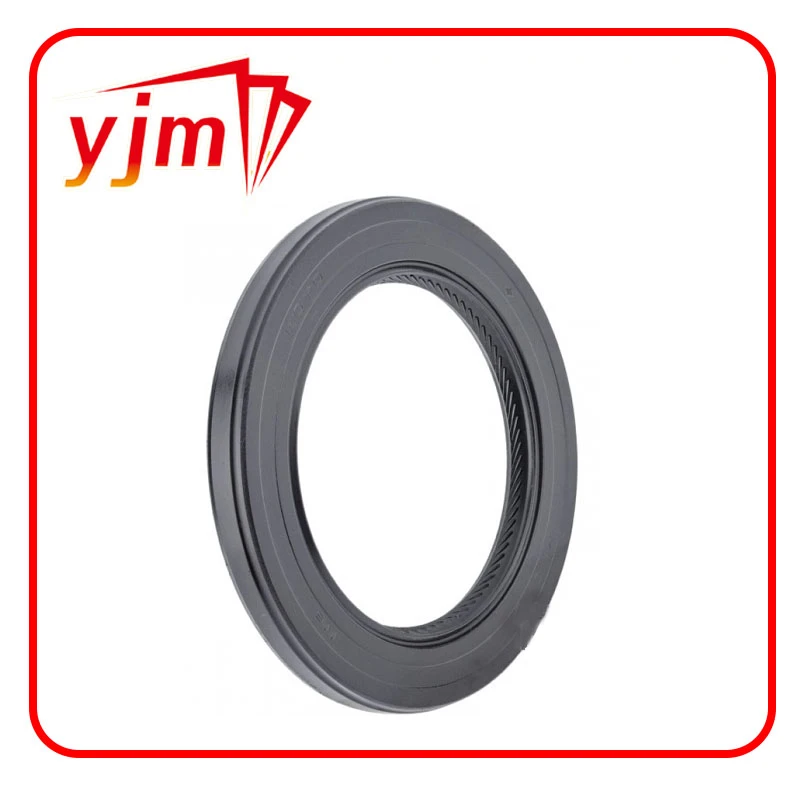
Silicone oil seals are made from silicone rubber, which is known for its excellent thermal stability, flexibility, and resistance to extreme temperatures. These seals act as barriers, preventing the leakage of oils, gases, and other fluids while protecting machinery from contaminants. Their unique composition allows them to maintain performance across a wide temperature range, often from -50°C to +250°C (-58°F to +482°F).
Advantages of Silicone Oil Seals
1. Temperature Resistance Silicone oil seals can withstand high temperatures without degrading. This is particularly important in automotive and aerospace applications, where components are subjected to extreme heat for prolonged periods.
2. Chemical Compatibility Silicone rubber is resistant to many chemicals, oils, and greases, making it suitable for a variety of applications. It does not react with most substances, thereby ensuring long-lasting performance.
3. Flexibility and Elasticity Silicone oil seals maintain their flexibility even in low temperatures. This property is essential for ensuring a proper fit in mechanical assemblies, enabling effective sealing against leaks.
silicone oil seal
4. Durability The resilience of silicone seals contributes to their longevity. They can endure wear and tear in demanding environments, resulting in reduced maintenance costs and increased reliability of equipment.
5. Non-Toxic Properties Silicone materials are generally considered safe and non-toxic, making them suitable for use in food and pharmaceutical applications where contamination risks must be minimized.
Applications of Silicone Oil Seals
Silicone oil seals find application in numerous industries. In the automotive sector, they are used in engines, transmissions, and pumps to prevent fluid leakage and ensure optimal performance. In the aerospace industry, silicone seals are critical for maintaining pressure in fuel systems and protecting sensitive components from environmental factors.
The electronics industry also benefits from silicone oil seals. They are used in devices that require sealing against moisture and dust, ensuring the integrity and functionality of essential components. Additionally, silicone oil seals are essential in household appliances, HVAC systems, and medical devices, where reliable sealing is paramount.
Conclusion
Silicone oil seals are indispensable in modern engineering and manufacturing. Their excellent properties, including temperature resistance, chemical compatibility, and durability, make them ideal for various applications. As industries continue to evolve, the demand for reliable sealing solutions like silicone oil seals will only increase. Understanding their significance can help engineers and manufacturers make informed decisions, ultimately improving the performance and reliability of their products. Whether in automotive, aerospace, electronics, or other sectors, silicone oil seals are vital components that enhance efficiency and safety across the board.
-
What You Need to Know About Oil Drain Plugs and Their Costs
News May.12,2025
-
Solving Common Issues with a Leaking Drain Plug
News May.12,2025
-
How to Fix Common Oil Pan Drain Plug Issues
News May.12,2025
-
Everything You Need to Know About Flat Seal Gaskets and Rings
News May.12,2025
-
Choosing the Right Washer for Your Oil Drain Plug
News May.12,2025
-
Choosing the Right Drain Plug for Your Oil Change Needs
News May.12,2025
-
The Ultimate Guide to Building a Car Repair Kit Every Driver Should Own
News May.09,2025
Products categories
-

Brass cutlass marine bearing
-
Genuine OEM Engine Oil Filter Housing Cover O-Ring For VW/Audi 06E115446
-

Oil Filter Stand Gasket,Oil filter cover seal
-

Oil Cooler Gasket, Oil Cooler to Oil Filter Housing 11427525335
-
11427508970 BMW - OIL FILTER HOUSING GASKETS
-

SEAL, OIL Genuine Toyota (9031170011)
-

Transfer Case Output Shaft Seal Part 9031223001
-
SEAL, OIL Genuine Toyota (9031672001)
-

Engine Crankshaft Oil Seal No.9031138096
-

Toyota Transfer Case Output Shaft Seal Front 9031136006
-
Seal, type v oil 9031287001 TOYOTA
-
Oil pump seal 9031143010
-

Genuine Toyota Oil SEAL 90311-54006
-

Toyota SEAL TYPE T OIL 90311-48031
-

Type T Oil Seal, Front Drive Shaft, Left 9031150064
-

Seal, type d oil 9031634001 TOYOTA